Corrosion côtière : la défaillance programmée des ferrures Classe 2 en zone littorale

L’installation de ferrures de Classe 1 ou 2 à moins de 10 kilomètres du littoral français constitue une défaillance conceptuelle documentée. En Bretagne comme sur la Côte d’Azur, l’atmosphère marine transporte des concentrations d’ions chlorures suffisantes pour neutraliser les revêtements de zinc standard en moins de douze mois. Ce rapport technique expose les mécanismes de dégradation, quantifie les écarts de performance entre classes normatives et établit les protocoles de prescription adaptés aux environnements salins agressifs.
INTRODUCTION : MÉCANISME DE LA DÉFAILLANCE PROGRAMMÉE
L’atmosphère côtière ne présente pas simplement un taux d’humidité élevé. Elle fonctionne comme un électrolyte chimique actif, chargé d’ions chlorures (Cl⁻) capables de dissoudre les couches de passivation des métaux ferreux. Cette réalité physico-chimique entre en contradiction directe avec les pratiques commerciales du marché de la menuiserie.
Le secteur du bâtiment continue de prescrire des ferrures dont la durée de vie théorique, validée par les tests normalisés, reste inférieure à la garantie décennale exigée par le Code civil. Cette situation ne résulte pas d’un aléa technique mais d’une incompatibilité fondamentale entre les spécifications des produits standard et les contraintes environnementales réelles.
La norme DIN EN 1670 établit cinq classes de résistance à la corrosion, déterminées par la durée d’exposition au brouillard salin neutre selon le protocole ISO 9227. La Classe 2, vendue comme « standard extérieur », résiste 48 heures en conditions de test. Or, une façade exposée aux embruns bretons accumule l’équivalent de cette charge corrosive en quelques semaines d’exposition réelle.
ANALYSE NORMATIVE : TABLEAU COMPARATIF DES CLASSES DIN EN 1670
La classification normative européenne définit des seuils de performance mesurables. L’écart entre ces seuils et les exigences du terrain côtier révèle l’inadéquation des prescriptions courantes.
| Classe | Durée brouillard salin | Application technique | Avantage économique | Risque documenté |
|---|---|---|---|---|
| Classe 1 | 24 heures | Usage intérieur exclusif (mobilier) | Coût de production minimal | Corrosion visible dès exposition extérieure |
| Classe 2 | 48 heures | Inadapté à l’enveloppe extérieure | Marge commerciale maximale | Rouille blanche sous 6-12 mois en zone côtière |
| Classe 3 | 96 heures | Tolérable en environnement urbain sec | Compromis technico-économique | Grippage des mécanismes avant 5 ans en littoral |
| Classe 4 | 240 heures | Minimum requis zone < 10 km mer | Fiabilité mécanique sur durée décennale | Surcoût initial de 15-25% |
| Classe 5 | 480 heures | Impératif front de mer / exposition directe | Pérennité de l’investissement | Disponibilité limitée circuits distribution standard |
La différence entre Classe 2 et Classe 5 représente un facteur 10 en durée de résistance normalisée. Cette donnée quantifiable invalide toute argumentation commerciale présentant la Classe 2 comme acceptable en environnement marin.
MÉCANISME CHIMIQUE : ATTAQUE DU ZINC PAR LES CHLORURES
La galvanisation standard dépose une couche de zinc de 5 à 8 microns sur le substrat ferreux. Ce zinc assure une protection cathodique : il se sacrifie pour préserver l’acier sous-jacent. En atmosphère neutre, cette protection fonctionne pendant plusieurs décennies.
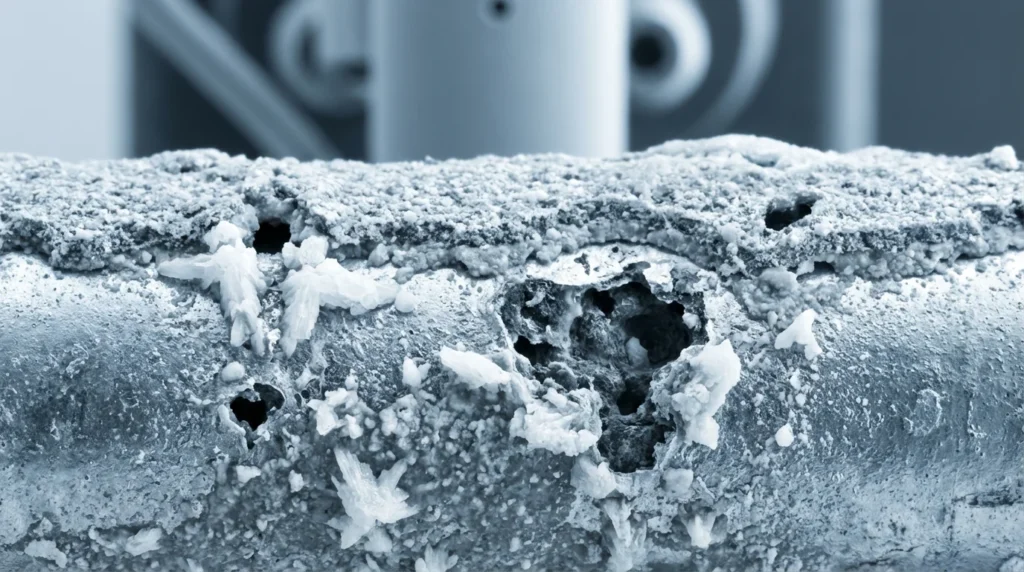
En présence d’ions chlorures, le processus s’accélère selon la réaction suivante : les ions Cl⁻ pénètrent la couche d’oxyde de zinc (ZnO) qui assure normalement la passivation. Ils forment des chlorures de zinc solubles qui se dissolvent dans l’humidité ambiante. La couche protectrice s’amincit progressivement jusqu’à exposer l’acier nu.
Le phénomène de pitting (corrosion par piqûres) aggrave cette dégradation. Les ions chlorures concentrent leur attaque sur les défauts microscopiques du revêtement. Ils créent des anodes locales où la dissolution du métal s’intensifie. Ces cratères progressent en profondeur plutôt qu’en surface, rendant l’évaluation visuelle trompeuse. Une ferrure peut présenter un aspect acceptable tout en étant structurellement compromise.
PROTOCOLES DE CONTRÔLE : LISTES DE VÉRIFICATION OBLIGATOIRES
LISTE 1 : PRÉPARATION ET PRESCRIPTION (PHASE AVANT-PROJET)
- Exiger la mention explicite « DIN EN 1670 CLASSE 4 » ou « CLASSE 5 » sur le devis contractuel
- Refuser toute formulation vague (« traité anticorrosion », « protection renforcée »)
- Vérifier la technologie de revêtement : privilégier Zinc-Nickel ou revêtements lamellaires
- Bannir la galvanisation électrolytique simple (zingage blanc/bleu) pour tout projet côtier
- Contrôler la classe de la visserie : exiger acier inoxydable austénitique A4/316
- Imposer l’Inox 316L pour les pièces de mouvement si projet situé à moins de 500 mètres des embruns
- Documenter par écrit la localisation géographique exacte du chantier dans le contrat
LISTE 2 : CONTRÔLE QUALITÉ ET MAINTENANCE (PHASE EXPLOITATION)
- Inspection visuelle au mois 1 : rechercher traces de poudre blanche sur gâches et crémones
- Test de fonctionnement trimestriel : vérifier absence de point dur sur poignées
- Nettoyage désalinisant trimestriel : lavage intégral à l’eau douce
- Lubrification hydrophobe semestrielle : application sur points de friction
- Documentation photographique annuelle de l’état des ferrures
- Archivage des certificats de conformité pour recours éventuel
DIAGNOSTIC DES PATHOLOGIES : SYMPTÔMES, CAUSES ET SOLUTIONS

SYMPTÔME 1 : ÉRUPTION DE POUDRE BLANCHE (ROUILLE BLANCHE)
Cause technique : Consommation sacrificielle du zinc. Les ions chlorures dissolvent la couche de passivation. Le zinc s’oxyde en hydroxyde de zinc (Zn(OH)₂) pour protéger temporairement l’acier.
Diagnostic : Le revêtement entre en phase terminale. L’acier sera exposé sous 3 à 6 mois.
Solution : Nettoyage immédiat et application de vernis de protection localisé. Si l’attaque couvre plus de 20% de la surface visible : remplacement complet par ferrure Classe 5.
SYMPTÔME 2 : PIQÛRES ROUGES ET CRATÈRES (PITTING)
Cause technique : Rupture locale du film protecteur. Les ions chlorures percent la couche et attaquent le substrat ferreux. Formation d’une anode locale concentrée.
Diagnostic : Défaillance structurelle imminente. Risque de rupture sous charge dynamique (pression de vent).
Solution : Remplacement d’urgence impératif. La pièce est mécaniquement compromise. Aucune réparation acceptable.
SYMPTÔME 3 : BLOCAGE MÉCANIQUE (GRIPPAGE)
Cause technique : Accumulation de produits de corrosion (oxydes volumineux) dans les tolérances fonctionnelles. Les oxydes de fer occupent un volume supérieur au métal initial, créant une soudure chimique à froid.
Diagnostic : Perte de fonction de l’ouvrant. Risque de casse lors de manœuvre forcée.
Solution : Démontage destructif généralement nécessaire. Remplacement par quincaillerie inoxydable ou traitement lamellaire certifié.
FAQ : QUESTIONS TECHNIQUES POUR ÉVALUATION FOURNISSEUR
Question 1 : Quelle épaisseur en microns et quel type de passivation caractérisent votre protection de surface ?
Une réponse technique précise mentionne l’épaisseur (12-15 microns minimum pour Classe 5), le type de passivation (trivalente ou hexavalente) et la présence éventuelle d’un Top-Coat organique. Une réponse vague (« standard », « traité ») signale un produit Classe 2.
Question 2 : Disposez-vous du rapport de test au brouillard salin neutre (NSS) ISO 9227 datant de moins de deux ans pour ce lot ?
La traçabilité des certifications constitue une obligation réglementaire. Un certificat obsolète ou concernant une autre gamme de produits invalide toute garantie de performance.
Question 3 : Garantissez-vous contractuellement l’absence de corrosion rouge pendant dix ans pour une installation à 500 mètres de la mer ?
Le refus de cet engagement écrit constitue un aveu implicite de l’inadéquation du produit à l’environnement spécifié.
Question 4 : Vos gâches de sécurité sont-elles en Zamak brut ou traitées avec la même classe que la ferrure périmétrale ?
Le Zamak (alliage zinc-aluminium) non traité se désagrège rapidement en milieu marin. Ce composant représente fréquemment le maillon faible des systèmes de fermeture.

CONCLUSION : IMPÉRATIFS TECHNIQUES NON NÉGOCIABLES
La chimie atmosphérique côtière impose des contraintes mesurables et prévisibles. Une ferrure Classe 2 installée en bord de mer subit une dégradation dont la cinétique est documentée par les essais normalisés. Le différentiel de coût entre ferrure standard et ferrure Classe 5 représente moins de 3% du prix total de la menuiserie. Le coût de remplacement après sinistre atteint 150% de l’investissement initial.
La prescription de Classe 4 constitue le seuil minimal pour tout projet situé à moins de 10 kilomètres du littoral. La Classe 5 s’impose pour les façades en exposition directe. Toute dérogation à ces spécifications engage la responsabilité du prescripteur au titre du défaut de conseil.
Prochaine étape : Intégrer systématiquement la mention « DIN EN 1670 Classe 4 minimum » dans les CCTP des projets côtiers.
Guide technique pour une pose durable :
- Ici, vous lirez sur : Ponts thermiques sous l’appui
- Ici, vous lirez sur : Le problème des joints TPE
- Tu sauras comment ne pas faire d’erreur : Le triple vitrage décrypté
- Ici, vous lirez sur : Ventilation et moisissures
- Lien utile : Air vs Vapeur : Quelle membrane ?